Analisi approfondita della tecnologia del dissipatore di calore hardware di fascia alta: l'integrazione e l'innovazione della scienza dei materiali, della produzione di precisione e dell'ingegneria termodinamica
I. Introduzione
Nel processo di produzione di chip di oggi continua ad avvicinarsi al limite fisico, il tasso di crescita del flusso di calore per unità di superficie dei dispositivi a semiconduttore sta superando la capacità di carico delle architetture tradizionali di dissipazione del calore. Mentre la densità dei transistor sta salendo al ritmo della legge di Moore, la tecnologia di gestione termica sembra evolversi a un ritmo completamente diverso. Questo squilibrio sta elevando la "dissipazione del calore" da un problema ausiliario di ingegneria a un collo di bottiglia strategico che limita lo sviluppo dell'intera industria elettronica.
I dissipatori di calore hardware - questo prodotto metallico apparentemente banale etichettato come "produzione tradizionale" - sono al centro di questa rivoluzione della gestione termica. Dai SoC per smartphone nell'elettronica di consumo, ai moduli di potenza inverter nel settore industriale, alla gestione termica a livello di armadio con un consumo di energia superiore a 100 kilowatt nei data center AI, la selezione dei materiali, la progettazione strutturale e il processo di produzione dei dissipatori di calore stanno profondamente rimodellando la logica di base dell'intera catena industriale della gestione termica. Questo articolo fornirà un'analisi sistematica e approfondita del sistema tecnologico dei dissipatori di calore hardware di fascia alta da sei dimensioni: scienza dei materiali, processo di produzione, progettazione termodinamica, tecnologia di simulazione termica, scenari applicativi e tendenze di mercato.
Secondo, il sistema dei materiali: dal singolo metallo alla collaborazione multi-materiale
2,1 Spettro prestazionale dei materiali metallici termicamente conduttivi
Le prestazioni di un dissipatore di calore in metallo si basano sulla scelta del materiale che conduce il calore. Oltre alla regola d'oro della propagazione delle onde elettromagnetiche, gli ingegneri di dissipazione del calore seguono un'altra serie di leggi fisiche semplici e crudeli: la legge di Fourier sulla conduzione del calore. Secondo questa legge, la conduttività termica di un materiale (lambda, in W / (m · K)) determina direttamente la sua capacità di trasferire calore per unità di tempo.
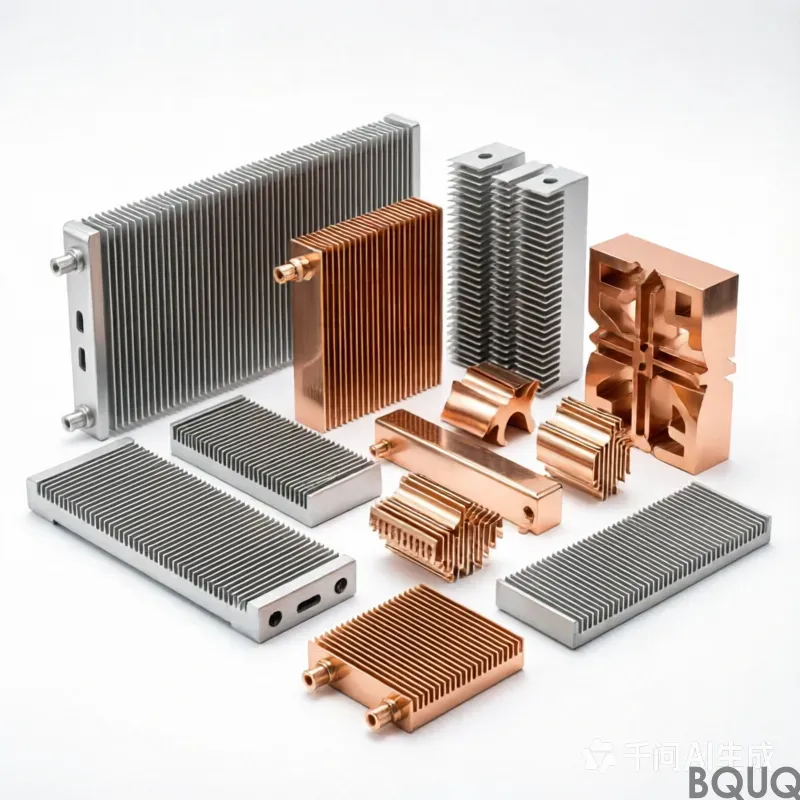
Rame e alluminio formano i "Gemelli" dei materiali per dissipatori di calore in metallo. Il rame ad alta purezza (rame puro industriale) ha una conduttività termica di circa 400 W / (m · K), seconda solo all'argento, rendendolo uno dei metalli ingegneristici più eccezionali in termini di conduttività termica. Il vantaggio del rame non risiede solo nella conduttività termica, ma anche nella sua eccellente duttilità e saldabilità - che consente ai dispositivi di trasferimento del calore bifase come tubi termici e piastre di ammollo di ottenere efficienti cicli di trasferimento del calore a cambiamento di fase con tubi di rame come cavità. Tuttavia, la densità del rame è di circa 8,9 g / cm ³, che è più di tre volte quella dell'alluminio e il prezzo è significativamente più alto. Ancora più importante, nell'ambiente atmosferico, la superficie di rame è facilmente ossidata per formare uno strato di ossido di rame / ossido rameoso, che non solo si scurisce in apparenza, ma, cosa più importante, la sua conduttività termica precipita di oltre un ordine di grandezza rispetto al rame puro, il che deteriorerà significativamente l'efficienza del trasferimento di calore interfacciale.
Al contrario, la lega di alluminio ha conquistato il dominio del mercato grazie alla sua completa economicità. La lega di alluminio 6063-T5 mantiene una conduttività termica di circa 200.237 W / (m · K) tenendo conto sia della formabilità dell'estrusione che della resistenza meccanica. La densità dell'alluminio è di soli 2,7 g / cm ³, che è circa un terzo di quella del rame. Questa proprietà rende la lega di alluminio un vantaggio insostituibile in campi altamente sensibili al peso come dispositivi mobili, avionica e nuovi veicoli energetici. Il trattamento di anodizzazione superficiale rende il film di ossido di alluminio risultante non solo denso e resistente alla corrosione, ma aumenta anche l'emissività termica superficiale dal 0.10.2 livello a più di 0,85 attraverso uno specifico processo di ossidazione nera, migliorando l'efficienza di dissipazione del calore delle radiazioni.
Tuttavia, i limiti dello stampaggio per estrusione di alluminio sono ugualmente significativi: a causa delle limitazioni di fluidità dell'alluminio durante il processo di estrusione, esiste un limite superiore di circa 1: 18 a 1: 20 sul rapporto tra spessore dell'aletta e altezza (cioè rapporto di snellezza), il che significa che anche con gli stampi per estrusione più avanzati, è impossibile ottenere una disposizione dell'aletta infinitamente densa entro un'altezza limitata.
2,2 Materiali di frontiera: grafene, materiali a base di carbonio e strutture composite
La conduttività termica dei materiali metallici tradizionali si sta avvicinando al suo limite fisico. In questo contesto, spiccano i materiali avanzati a base di carbonio. La conduttività termica teorica in piano del grafene è di ben 5.300 W / (m · K), che è circa 13 volte quella del rame e più di 20 volte quella dell'alluminio. Tuttavia, i costi di preparazione su larga scala e le sfide di affidabilità del grafene monostrato nella pratica ingegneristica lo hanno reso principalmente bloccato al livello dei telefoni cellulari di fascia alta e dei prototipi di laboratorio. Sul percorso più pragmatico dell'industrializzazione, il grafene ha mostrato un valore reale sotto forma di "materiali compositi". Il materiale composito formato aggiungendo grafene al radiatore in lega di alluminio in una certa proporzione mostra che può essere raffreddato da 3 a 5 gradi Celsius in più rispetto alla lega di alluminio pura nelle stesse condizioni, e il costo di produzione quantitativo può anche essere inferiore a quello dei tradizionali prodotti in lega di alluminio.
L'industrializzazione del film di grafite artificiale è più matura. Il film di dissipazione del calore in grafite preparato mediante grafitizzazione ad alta temperatura del film di poliimmide (PI) ha una conduttività termica in piano di oltre 1500 W / (m · K) e uno spessore di 0,01 mm. È stato ampiamente utilizzato all'interno di smartphone e tablet per ottenere una rapida diffusione termica di piani bidimensionali.
Nella progettazione del prodotto reale, è spesso difficile per un singolo materiale soddisfare i quattro requisiti di "elevata conduttività termica, bassa resistenza termica interfacciale, leggerezza e basso costo" allo stesso tempo, quindi le soluzioni composite multi-materiale stanno diventando la direzione principale. Dissipatori di calore compositi in rame-alluminio - Incorporando blocchi di rame o piastre di base in rame sulla base di profili di estrusione in alluminio, da un lato, l'elevata conduttività termica del rame viene utilizzata per diffondere rapidamente il calore di picco del chip dal locale all'intera base. D'altra parte, la leggerezza e la flessibilità di stampaggio dell'alluminio vengono utilizzate per completare la costruzione di alette di dissipazione del calore di ampia area, raggiungendo un perfetto equilibrio tra costi, peso e prestazioni.
III. Processi manifatturieri di precisione: il salto tecnologico dall estrusione al taglio
Il valore di progettazione di un dissipatore di calore si riflette essenzialmente nel percorso di distribuzione meccanica del suo materiale. Gli stessi disegni di materiale e di progettazione, dopo la trasformazione di diversi processi di produzione, le prestazioni finali di dissipazione del calore possono variare di oltre il 30%. Quanto segue viene selezionato uno per uno dai principali percorsi di processo.
Estrusione di alluminio: questo è il costo più basso e il metodo più utilizzato per la produzione di massa di dissipatori di calore. Il lingotto in lega di alluminio viene riscaldato a 520 ~ 540 ° C e scorre attraverso uno stampo per estrusione in acciaio ad alta pressione. Viene rapidamente raffreddato e solidificato attraverso il foro dello stampo di uscita per generare un embrione del dissipatore di calore con una struttura continua di alette parallele. Il vantaggio è che il costo dello stampo è controllabile, il costo di un singolo pezzo di prodotto finito è basso ed è adatto per la produzione di massa. Tuttavia, come accennato in precedenza, il suo rapporto di snellezza è limitato, il che rende difficile ottenere un'area di dissipazione del calore sufficiente in applicazioni ad alta densità di potenza ed è difficile far fronte a chip TDP elevati.
Taglio del dente della pala (noto anche come taglio di precisione o piallatura): questo è un percorso tecnico che forza il "limite superiore" dell'estrusione di alluminio a livello di processo. Il processo del dente della pala utilizza macchinari di piallatura ad alta precisione per tagliare un intero substrato metallico, formando alette ultrasottili con una distanza tra i denti di 0,5 mm e uno spessore del dente di 0,3 mm. Poiché le alette di dissipazione del calore sono formate integralmente con il substrato, non esiste un'interfaccia di brasatura o montaggio, quindi la resistenza termica di contatto del radiatore del dente della pala viene completamente eliminata. I dati misurati mostrano che la resistenza termica del radiatore del dente della pala è ridotta dal 15% al 20% rispetto al radiatore modellatore del dente allo stesso volume e l'area di dissipazione del calore è aumentata da 3 a 5 volte rispetto al profilo del radiatore tradizionale. Attualmente, questa tecnologia è stata ampiamente utilizzata nella stazione base 5G AAU, nei moduli di controllo elettronico dei nuovi veicoli energetici e nell'illuminazione industriale ad alta potenza.
Produzione di pressofusione: dopo che il processo di pressofusione fonde il lingotto in lega di alluminio in uno stato liquido, viene riempito con uno stampo metallico di precisione ad alta pressione e ad alta velocità ed è formato da una pressofusione una tantum con una macchina per pressofusione. Il processo di pressofusione può creare complesse geometrie tridimensionali difficili da elaborare con i tradizionali processi di estrusione (come gusci di forma speciale, strutture integrate di dissipazione del calore con fori di montaggio e boss di posizionamento) e ha una buona produzione di massa e un costo controllabile per pezzo. Tuttavia, il costo di sviluppo dello stampo iniziale è elevato, spesso da centinaia di migliaia a milioni di yuan, e anche il ciclo di sviluppo è lungo. E la fusione può produrre difetti di fusione come pori e partizioni fredde durante il processo di riempimento, che influenzano la resistenza meccanica e l'uniformità della conducibilità termica locale.
Tecnologia di forgiatura: i materiali in lega ad alto contenuto di alluminio vengono pressati negli stampi attraverso una pressione estremamente elevata (forgiatura a caldo o a freddo). La lavorazione di forgiatura consente di compattare e allineare la struttura a grana interna del materiale del dissipatore di calore in modo direzionale, con conseguente maggiore resistenza alla trazione, minore rugosità superficiale e uniformità del materiale. Il prodotto ha una struttura alettata ad alto rapporto di aspetto. Tuttavia, la sua perdita di stampo è grave e il costo unitario è molto più elevato di quello del processo di estrusione. Attualmente, è adatto principalmente a scenari specifici con requisiti estremamente elevati per proprietà meccaniche e conduttività termica.
Lavorazione di precisione CNC: nel processo di finitura, il centro di lavoro a cinque assi CNC è responsabile della rettifica e della lucidatura del piano inferiore del dissipatore di calore, della perforazione e della maschiatura del foro filettato di installazione e dell'incisione di qualsiasi caratteristica di processo complessa. La sua precisione può raggiungere il livello di micron, la planarità può essere controllata entro 0,1 mm e la tolleranza del passo del dente può raggiungere ±0,05mm. Tuttavia, il tasso di rimozione del materiale per unità di tempo è basso e il costo di lavorazione è significativamente più elevato. Di solito viene utilizzato solo per piccoli lotti e attività di personalizzazione ad alta richiesta come strumenti aerospaziali e di precisione.
Dal punto di vista della capacità produttiva e dei costi, si può concludere che ci sono stratificazioni generali: l'estrusione di alluminio, la pressofusione e le soluzioni di rivettatura a inserzione occupano il mercato mainstream della densità di potenza da bassa a media; le soluzioni di taglio e forgiatura a pala servono ad alta densità di potenza e apparecchiature industriali e di comunicazione che richiedono gruppi di denti ultrasottili e ad alta densità; e la finitura CNC in un unico pezzo è la "configurazione esclusiva" della ricerca scientifica o dell'industria militare all'avanguardia.
IV. Progettazione termodinamica: aletta, resistenza termica, condotto e simulazione CFD
4,1 Parametri chiave termodinamici dei dissipatori di calore
La progettazione di qualsiasi dissipatore di calore risolve essenzialmente tre equazioni differenziali accoppiate del trasferimento di calore: conduzione del calore (attraverso un corpo metallico), trasferimento di calore convettivo (attraverso un mezzo fluido per rimuovere il calore dalla superficie dell'aletta) e trasferimento di calore radiativo (di solito una piccola proporzione, circa il 10% al 20%). In questa architettura fisica, ci sono diversi parametri di ingegneria di base che determinano le prestazioni:
Resistenza termica (Rtheta, unità ℃ / W) - Questo è il "primo indice" per gli ingegneri termici elettronici per schermare e progettare dissipatori di calore. Il percorso termico tra la temperatura di giunzione del chip e la temperatura ambiente può essere modellato da una rete di resistenza termica in serie parallela. Un dissipatore di calore di alta qualità dovrebbe rendere la propria resistenza termica al trasferimento di calore convettivo il più bassa possibile. In condizioni di raffreddamento naturale, la resistenza termica può essere controllata al di sotto di 3 ℃ / W; se combinato con il raffreddamento ad aria forzata (cioè ventola), il livello avanzato di resistenza termica del settore può raggiungere 0,5 ℃ / W.
Parametri morfologici dell'aletta - altezza, spessore, spaziatura, forma della sezione trasversale. Se la spaziatura è troppo densa, la laminazione limite inibirà la profondità di penetrazione del flusso d'aria, risultando in una "zona di gas morto" per ridurre il coefficiente di trasferimento del calore convettivo; se la spaziatura è troppo scarsa, l'area totale di dissipazione del calore è insufficiente. La soluzione del divario ottimale dipende fortemente dalla velocità del flusso d'aria, dalle proprietà fisiche dell'aria e dalla lunghezza dell'aletta.
4,2 Simulazione termica CFD: dalla progettazione empirica alla previsione accurata
Per molto tempo in passato, gli ingegneri della dissipazione del calore si sono affidati a formule empiriche e alla verifica per tentativi ed errori nel magazzino. Tuttavia, con la crescita esponenziale del TDP dei chip AI e delle stazioni base 5G, il consumo energetico di un singolo IC ha sfondato il canale unidimensionale delle soluzioni tradizionali raffreddate ad aria e il complesso problema di accoppiamento del campo di flusso tridimensionale e del campo di temperatura deve essere risolto dalla fluidodinamica computazionale (CFD).
Il software di simulazione termica più utilizzato nel settore include attualmente:
Ansys Icepak - Basato sul kernel Fluent Computational Fluid Dynamics, progettato per la gestione termica elettronica. La sua forza principale risiede nella sua capacità di modellare accuratamente campi di flusso complessi e geometrie di superficie e nella sua integrazione nella piattaforma ANSYS Workbench, che può essere combinata con il modulo di analisi strutturale meccanica e il modulo di analisi elettromagnetica Maxwell per realizzare una simulazione di accoppiamento di campo multifisico a tre campi di electricity-heat-structure. Negli scenari di analisi termica di controllori elettronici di superficie automobilistici e componenti avionici irregolari, l'adattabilità della mesh superficiale di Icepak è più accurata del software di mesh strutturato.
Simcenter FloTHERM - Come primo software elettronico di simulazione della dissipazione del calore al mondo, ha una quota di mercato di circa il 70% finora. FloTHERM utilizza un algoritmo di soluzione CFD appositamente ottimizzato per la gestione termica elettronica e dispone di una vasta libreria di modelli di componenti elettronici integrati (inclusi modelli di imballaggio di chip, modelli di dissipatori di calore, modelli di schede PCB, ecc.). Gli ingegneri possono rapidamente trascinare e rilasciare la modellazione per completare l'analisi termica a livello completo dal livello dei componenti al livello del sistema, rendendolo ideale per rapide iterazioni di progettazione termica di prodotti di elettronica di consumo.
Yundao Intelligent Volta - come software di simulazione termica puramente domestico, si è sviluppato rapidamente negli ultimi anni e sta accelerando per raggiungere l'accuratezza della simulazione e la facilità d'uso degli strumenti mainstream internazionali.
Dall'attuale processo di ingegneria, il tipico ciclo di progettazione è il seguente: introduzione del modello meccanico CAD 3D, impostazione delle condizioni limite (temperatura ambiente, consumo di calore del chip, volume d'aria e curva di pressione) divisione e soluzione della maglia, diagramma della nuvola di temperatura di post-elaborazione e analisi di razionalizzazione, iterazione dei parametri dimensionali in base ai risultati della simulazione e infine ottenere la configurazione ottimale della forma e della spaziatura dell'aletta.
V. Scenari applicativi emergenti e mercati oceani blu
5,1 Centro dati AI: fusione di raffreddamento a liquido e dissipatori di calore in metallo ad alta densità
Il consumo energetico a livello di cabinet dei server AI sta salendo esponenzialmente. Prendendo il sistema NVIDIA GB200 / GB300 NVL72 come esempio, il consumo energetico di un singolo cabinet è compreso tra 130 kW e 140 kW, che supera di gran lunga il limite fisico dei cuscinetti dei tradizionali sistemi di raffreddamento raffreddati ad aria. In risposta a questa tendenza, la tecnologia di raffreddamento a liquido ha iniziato a entrare nella pista di distribuzione su larga scala. I dati TrendForce mostrano che il tasso di penetrazione della tecnologia di raffreddamento a liquido nei data center AI aumenterà bruscamente dal 14% nel 2024 al 33% nel 2025.
Tuttavia, la previsione del "raffreddamento a liquido sostituisce tutto" è troppo unilaterale. Nel circuito di raffreddamento a liquido della piastra fredda, la piastra fredda (Cold Plate) è ancora un'entità dissipatore di calore hardware a base di rame o alluminio - viene contattata con il chip CPU / GPU attraverso un materiale di interfaccia termicamente conduttivo (TIM), e una serie di percorsi di flusso a microcanali vengono elaborati all'interno della piastra dell'acqua fredda, e il refrigerante scorre attraverso questi percorsi di flusso per portare via il calore. L'ulteriore piastra fredda a microcanali e le soluzioni di piastra fredda bifase sono le ultime sfide per il processo di produzione dei dissipatori di calore (elaborazione del canale a livello di micron, garanzia della qualità del legame dell'interfaccia termica, ecc.). La "fase" del raffreddamento a liquido ha invece alzato la soglia tecnica dei dissipatori di calore hardware.
5,2 Stazioni base 5G e veicoli a nuova energia
Il consumo energetico della singola stazione delle stazioni base 5G è circa da 3 a 4 volte quello delle stazioni base 4G. L'ambiente esterno delle stazioni base 5G, i requisiti di dissipazione del calore naturale AAU e dissipazione del calore passivo senza ventola hanno aumentato la domanda di radiatori in lega di alluminio di grande volume e radiatori a denti di pala. Alla fine di giugno 2025, il numero totale di stazioni base 5G nazionali ha raggiunto 4,55 milioni e la domanda di dissipazione del calore 5G continua a crescere. Allo stesso tempo, nel campo dei nuovi veicoli energetici, i moduli di potenza IGBT negli inverter, negli OBC di bordo e nei controller dei motori richiedono tutti radiatori in alluminio ad alta densità dei denti per fornire una rapida rimozione del calore e con materiali di interfaccia termica ultrasottili per colmare lacune limitate.
5,3 Elettronica di consumo: aggiornamento tecnologico delle soluzioni di raffreddamento passivo
Nel campo degli smartphone ad alte prestazioni, le soluzioni di raffreddamento passivo sono in costante iterazione. La combinazione di "piastra di ammollo VC + pellicola di dissipazione del calore in grafite + materiale di interfaccia termica (TIM)" è diventata standard sui telefoni cellulari di punta. L'iPhone 17 Pro rilasciato nel 2025 ha utilizzato per la prima volta la piastra di ammollo VC e l'industria prevede che le vendite globali di VC mobile raggiungeranno $2,776 miliardi entro il 2031. Quando le soluzioni VC e a membrana di grafite stanno affrontando limiti, le soluzioni di raffreddamento micro-attivo come il raffreddamento a liquido a micropompa e il raffreddamento termoelettrico (TEC) stanno penetrando attivamente nei dispositivi sottili e leggeri.
Ingegneria dell'affidabilità: analisi dei guasti e materiali di interfaccia termica (TIM)
L'affidabilità è la dimensione più sottovalutata ma più letale nella progettazione di sistemi di raffreddamento. Secondo un gran numero di casi di studio di FAE (Field Application Engineer), lo scarso contatto dei dissipatori di calore o l'invecchiamento dei materiali di interfaccia termica sono gli "assassini nascosti" che portano a un aumento eccessivo della temperatura e al guasto precoce dei tubi di alimentazione MOSFET.
Il materiale di interfaccia termica (TIM) si trova nello spazio di riempimento tra il dispositivo di riscaldamento e la base metallica di dissipazione del calore, rimuovendo l'aria (la conducibilità termica dell'aria è solo circa 0,026 W / (m · K)), riducendo così significativamente la resistenza termica di contatto.
Nell'ingegneria pratica, TIM affronta due tipi principali di meccanismi di fallimento dell'invecchiamento: l'invecchiamento del ciclo termico porta all'indurimento del materiale e alla perdita di elasticità; e il cracking secco causato dalla migrazione e dalla volatilizzazione dell'olio siliconico in condizioni di alternanza freddo-calore a lungo termine o di alta temperatura, e la resistenza termica aumenta. Una volta che le prestazioni di TIM si deteriorano, la temperatura della giunzione del chip aumenta, la resistenza on (Rdson) aumenta e la generazione di calore diventa più grave. Il circolo vizioso della fuga termica non può essere controllato.
Altre soluzioni all avanguardia riguardano lo sviluppo di TIM ad alta conducibilità termica a base di carbonio, nonché metodi di test di vita accelerati e modelli di previsione della vita studiati da istituzioni accademiche come la Fudan University. Studi internazionali hanno anche dimostrato che l effetto pump-out del ciclo termico del materiale di TIM è il collo di bottiglia principale che porta al degrado dell affidabilità a lungo termine. Per i prodotti industriali e automobilistici, la verifica dell affidabilità del ciclo termico deve essere effettuata in fase di progettazione.
VII. Prospettive di mercato e conclusioni
La dimensione del mercato globale delle soluzioni termiche sta crescendo rapidamente. Secondo le organizzazioni professionali, il mercato crescerà da $15,76 miliardi nel 2025 a $17,06 miliardi nel 2026, con un tasso di crescita annuale composto (CAGR) dell '8,2%. Entro il 2030, il volume totale del mercato dovrebbe raggiungere $23,60 miliardi e il CAGR si espanderà ulteriormente all' 8,5%. I principali fattori che guidano questa crescita includono: l'aumento della domanda di dissipazione del calore avanzata dovuta alla densità di potenza dei chip e alla miniaturizzazione, l'adozione diffusa di soluzioni di raffreddamento liquido nel cloud computing AI e nel calcolo ad alte prestazioni, l'ingresso di nuovi sistemi di materiali come grafene e materiali a cambiamento di fase in applicazioni di scala e la tendenza verso l'integrazione della gestione termica predittiva e dei sistemi di dissipazione intelligente del calore.
Dissipatore di calore hardware - questo componente metallico apparentemente ordinario sta subendo un cambiamento qualitativo da "ruolo di supporto" a "motore principale". Dall'innovazione della progettazione della microstruttura dei compositi rame-alluminio, al processo di taglio dei denti della pala che superano il limite morfologico dei materiali, dalla simulazione multifisica che abilita una precisa progettazione termica, a "tenere tenacemente la prima porta" nell'ambiente estremo del raffreddamento a liquido del server AI e della stazione base 5G - il futuro della tecnologia del dissipatore di calore hardware non è più un gioco di riserva della produzione tradizionale, ma una nuova frontiera della scienza dei materiali e dell'ingegneria di produzione di precisione che attraversa i confini disciplinari. Per tutti i team di ingegneri determinati a stabilire un terreno elevato nella gestione termica nella prossima generazione di dispositivi elettronici, comprendere veramente e ottimizzare sistematicamente il sistema tecnologico del dissipatore di calore hardware può essere il primo passo nella strategia per determinare se il flusso di calore può "uscire" in sicurezza ".
BQUQ è un produttore professionista del dissipatore di calore del metallo, prego ci invia i disegni e la nostra società vi citerà entro 12 ore.